


завод теплоизоляционных плит
Когда говорят про завод теплоизоляционных плит, многие сразу думают о прессах, печах, минеральной вате или пенополистироле. Но настоящая головная боль часто начинается не там. Самый сложный участок, по моему опыту, — это даже не производственный цех, а логистика сырья и контроль за тем, чтобы партия за партией выходила стабильной. Малейшие колебания в влажности связующего или фракции наполнителя — и вся партия может уйти в брак, который потом не продашь, а только утилизируешь за свои деньги.
Что на самом деле значит ?стабильное качество?
Вот, к примеру, возьмем кальциево-силикатные плиты. Технология вроде бы не новая, но чтобы получить плиту с предсказуемыми и повторяемыми характеристиками по теплопроводности и прочности на изгиб, нужно выйти на такой режим, при котором все параметры — от времени затворения смеси до скорости подъема температуры в автоклаве — отточены до автоматизма. На одном из объектов, где мы запускали линию, ушло почти полгода, чтобы ?поймать? этот режим. И главной проблемой было даже не оборудование, а человеческий фактор: сменные мастера по-разному интерпретировали техкарту.
Приходилось вводить двойной контроль: автоматические датчики фиксировали параметры, а потом мы вручную сверяли их с физическими образцами-свидетелями из каждой третьей паллеты. Только так удалось снизить разброс показателей. Это та самая ?кухня?, которую в каталогах не опишешь, но без нее любой завод теплоизоляционных плит будет работать в убыток, выдавая то отличный продукт, то непонятно что.
Кстати, о сырье. Многие производители, особенно начинающие, фокусируются на основном вяжущем, но недооценивают роль микродобавок. Та же полипропиленовая фибра для армирования: если ее добавить на пару процентов меньше нормы или если длина волокна не та, — плита после автоклавной обработки может дать трещины или недобрать по морозостойкости. Мы на своем опыте убедились, что экономить на проверенных поставщиках компонентов — себе дороже. Лучше закупать с запасом по цене, но быть уверенным в каждой тонне.
Экология и рынок: зачем это сочетать
Сейчас тренд на экологичность — это не просто маркетинг. Особенно в сегменте внутренней отделки. Заказчики, а вслед за ними и монтажники, стали внимательно смотреть не только на сертификаты, но и на то, как ведет себя материал в реальных условиях. Например, те же потолочные панели, устойчивые к провисанию. Критерий ?экологичности? здесь для многих означает не только отсутствие формальдегида, но и то, чтобы в помещении с перепадами влажности не появлялся запах ?заводской? пыли или химии.
У нас был случай с объектом в Сочи, где смонтировали партию панелей от одного непроверенного производителя. Через месяц при повышенной влажности пошел легкий, но устойчивый запах, похожий на запах мокрого картона с химией. Пришлось демонтировать. Поэтому когда вижу, что компания, например, ООО Сычуань Хунтэ Технологии Новых Материалов (информацию о ней можно найти на https://www.schongte.ru), заявляет о производстве именно экологически чистых кальциево-силикатных плит и панелей, я первым делом смотрю, как они это подтверждают. Важно, чтобы в описании процесса была конкретика: какие связующие используются, как решается вопрос с пылением, какие есть испытания на эмиссию летучих веществ. Просто написать ?экологически чистый? — мало.
Их подход к ассортименту, судя по описанию, довольно прагматичный: экологическая серия потолочных панелей, устойчивых к провисанию, волокнисто-армированные цементные плиты. Это говорит о том, что они, вероятно, ориентируются не на абстрактный рынок, а на конкретные строительные задачи, где важны и эксплуатационные свойства, и санитарно-гигиенические нормы. Для полноценного завода теплоизоляционных плит такой фокус — правильный. Распыляться на все типы утеплителей сразу редко получается хорошо.
Логистика и складирование: невидимый цех
Про складирование готовой продукции часто вспоминают в последнюю очередь. А зря. Теплоизоляционные плиты — продукт объемный и довольно хрупкий. Неправильное складирование, особенно под открытым небом или в сыром ангаре, может испортить даже идеально произведенную партию. Упаковка должна быть не просто для вида, а действительно защищать от влаги и механических повреждений при перевалке.
Мы учились этому горьким опытом. Отгрузили партию волокнисто-цементных плит, упакованных в простую стретч-пленку. На стройплощадке их сложили во временный борт, пошел дождь, вода попала в торец паллеты. В итоге — коробление краевых плит, рекламация. Теперь настаиваем на полноценной влагозащитной упаковке с крафт-бумагой или полиэтиленовым вкладышем, даже если заказчик хочет сэкономить. Это та статья расходов, на которой экономить нельзя.
И еще момент с логистикой сырья. Для того же завода, выпускающего кальциево-силикатные плиты, критически важно иметь стабильные поставки извести и кремнеземистого компонента. Перебои ведут к остановке автоклавов, а это колоссальные убытки. Поэтому успешные производства либо имеют долгосрочные контракты с местными карьерами/заводами, либо создают значительные буферные запасы сырья на своей территории. Это вопрос не технологии, а управления рисками.
Оборудование: где можно, а где нельзя упрощать
Автоматизация — это хорошо, но не всегда панацея. Полностью роботизированная линия для завода теплоизоляционных плит — это огромные капиталовложения, которые окупятся только при гигантских объемах и идеально отлаженном сбыте. Для среднего производства часто выгоднее полуавтоматическая линия, где ключевые операции — дозирование, перемешивание, формовка — автоматизированы, а укладка в автоклав или контроль дефектов после него ведутся операторами.
Почему? Потому что сырье, особенно природное, может иметь неучтенные вариации. Человеческий глаз и опытный технолог иногда видят проблему (например, неравномерность цвета формируемого ковра) раньше, чем датчики. Мы пробовали ставить систему машинного зрения для отбраковки, но в итоге оставили ее только как помощника для оператора. Окончательное решение — за человеком. Это дешевле и надежнее, хоть и требует высокой квалификации персонала.
Самое дорогое и критичное оборудование — это, конечно, автоклав для кальциево-силикатных плит. Здесь упрощения недопустимы. Качественный автоклав с точным регулированием давления и температуры по заранее заданным программам — основа основ. Его поломка или сбои парализуют все производство. Поэтому на обслуживании и резервных мощностях для этого узла экономить — себе дороже. Лучше иметь один хороший автоклав с полным сервисным контрактом, чем два дешевых и вечно ломающихся.
Взгляд в будущее: что будет востребовано
Если смотреть вперед, то просто быть заводом теплоизоляционных плит уже недостаточно. Рынок будет требовать комплексных решений. Например, не просто плита, а готовый фасадный элемент с уже нанесенным декоративно-защитным слоем или система внутренней отделки ?под ключ?, включающая и панели, и профили, и крепеж. Это увеличивает маржинальность и привязывает клиента.
Видно, что некоторые игроки, как упомянутая ООО Сычуань Хунтэ Технологии Новых Материалов, уже двигаются в этом направлении, развивая линейку именно готовых продуктов для отделки (панели потолочные). Для завода это означает не только расширение ассортимента, но и перестройку мышления: с продажи тонн материала на продажу квадратных метров готовой поверхности с гарантированными свойствами.
Еще один тренд — углеродный след. Скоро это будет не просто модное слово, а конкретный параметр, влияющий на допуск к госзаказу или коммерческим тендерам. Поэтому думать об энергоэффективности самого производства, об использовании вторичных компонентов или отходов других производств в качестве сырья — это уже не будущее, а необходимость сегодняшнего дня. Завод, который этого не понимает, рискует остаться в нише низкобюджетного сегмента, где конкуренция самая жесткая, а рентабельность — самая низкая.
В итоге, возвращаясь к началу. Завод теплоизоляционных плит — это сложный организм, где успех определяют не столько стены и крыша, сколько глубина проработки деталей: от химии сырья до логистики и понимания будущих запросов рынка. И самое важное — это люди, которые все это знают и чувствуют на практике, а не в теории.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Перфорированные звукоизоляционные плиты
Перфорированные звукоизоляционные плиты -
 Дощатый настил
Дощатый настил -
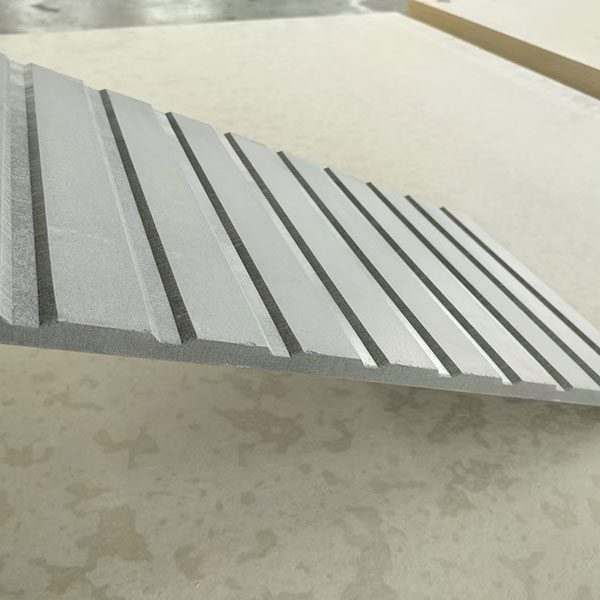 Фасадная плита с пазами
Фасадная плита с пазами -
 Фасадная цементная плита
Фасадная цементная плита -
 Вентилируемый фасад
Вентилируемый фасад -
 Плита с текстурой дерева
Плита с текстурой дерева -
 Кальциево-силикатные плиты для фасада
Кальциево-силикатные плиты для фасада -
 Защитные плиты для дымоходов
Защитные плиты для дымоходов -
 Кальциево-силикатная плита 12 мм
Кальциево-силикатная плита 12 мм -
 Кальциево-силикатная плита 10 мм
Кальциево-силикатная плита 10 мм -
 Цементная плита для внутренней отделки
Цементная плита для внутренней отделки -
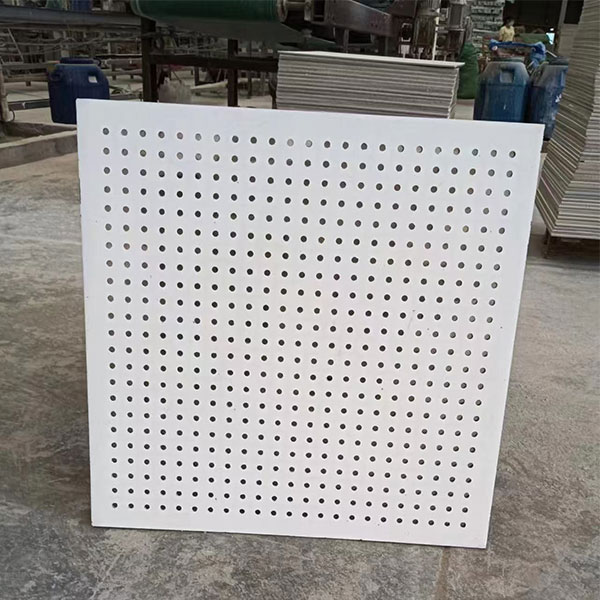 Перфорированная плита
Перфорированная плита
Связанный поиск
Связанный поиск- натяжные потолочные панели
- декоративные акустические панели купить
- сэндвич панели тсп 200
- потолочные панели 600x600
- цементная плита 5 мм
- туалетные перегородки для санузлов
- гибкие акустические панели
- акустические панели для концертных залов
- сэндвич панели стеновые 80
- купить плиты теплоизоляционные пенополистирольные